
















索道钢丝绳智慧检测专家系统
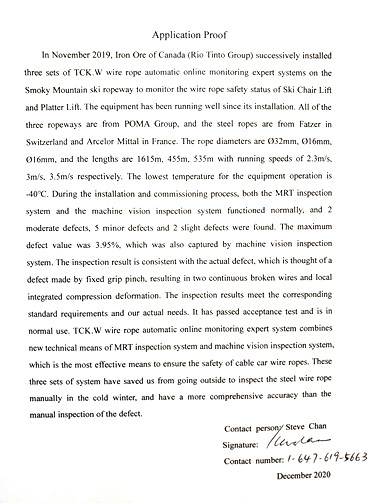
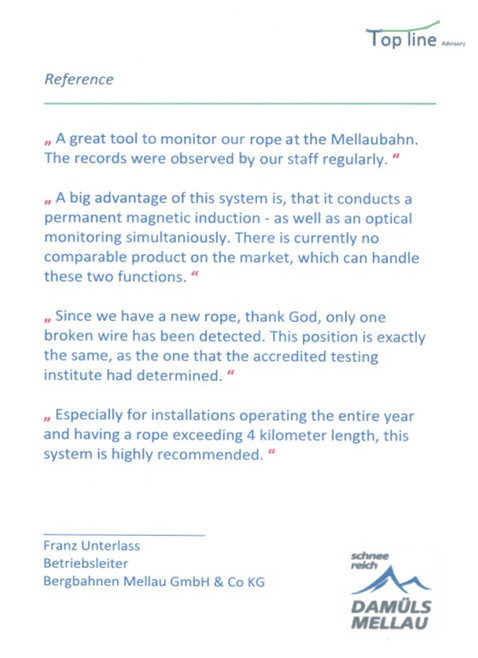
力拓(加拿大)索道 应用证明
Центр продуктов
●TCK.W: «Промышленный Интернет» + технология искусственного интеллекта на основе магнитной памяти с функцией обнаружения слабых магнитных полей + технология интеллектуального мониторинга с использованием машинного зрения для повышения безопасности производства
●Повысить эффективность мониторинга, раннего предупреждения, утилизации и оценки в целях обеспечения безопасной эксплуатации стальных тросов на протяжении всего их срока службы
●Для перехода от статического анализа к динамическому восприятию, от реагирования на чрезвычайные ситуации к их упреждению, от ручного обнаружения к интеллектуальному мониторингу
●Это позволило добиться значительных результатов в области энергосбережения и сокращения выбросов, снижения затрат и повышения эффективности, замены оборудования, а также достижения целей по сокращению выбросов углерода.







Мировой лидер в области неразрушающего контроля стальных тросов
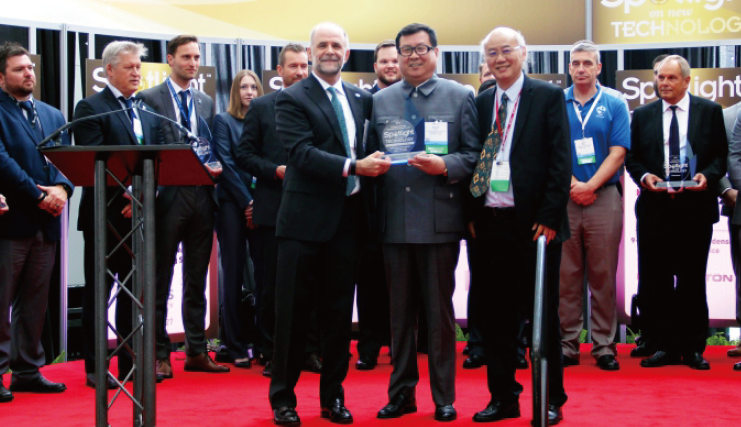
В 2018 году в США на выставке OTC получила награду «OTC Spotlight» в номинации «Технологические инновации»
Речь при получении награды OTC:Система автоматического онлайн-контроля стальных тросов полностью изменит подход к традиционному визуальному контролю, обеспечивая непрерывный и бесперебойный мониторинг в процессе эксплуатации тросов и поднимая уровень контроля их безопасности на максимально высокий уровень.
В 2022 году стал лауреатом главного приза Национального конкурса инноваций в области прорывных технологий, проводимого Министерством науки и технологий
Министерство науки и технологий:Прорывные технологии — это инновационные технологии, способные «изменить правила игры». Они превосходят исходные технологии, вытесняют их с рынка и оказывают трансформационное воздействие, изменяя кривую эволюции технологического развития и подрывая сложившееся положение дел.

это национальное высокотехнологичное предприятие, получившее двойной статус «программы поддержки малых и средних предприятий», специализирующееся на исследованиях в области технологий неразрушающего контроля ферромагнитных материалов, а также новое предприятие в провинции Хэнань.
Технология неразрушающего контроля с использованием слабого магнитного поля, разработанная компанией «Magnetic Memory AI», находится на передовом международном уровне; компания владеет 35 патентами на основные технологии, 3 патентами на изобретения в США, Европейском союзе и Японии, а также 25 авторскими правами на программное обеспечение.
скрытых опасностей, расточительства и низкой эффективности — а также достижение целей в области безопасности, экономии и эффективного управления имеют огромное значение для обеспечения безопасности производства, сокращения затрат и повышения эффективности, экологической защиты и достижения целей по сокращению выбросов углерода
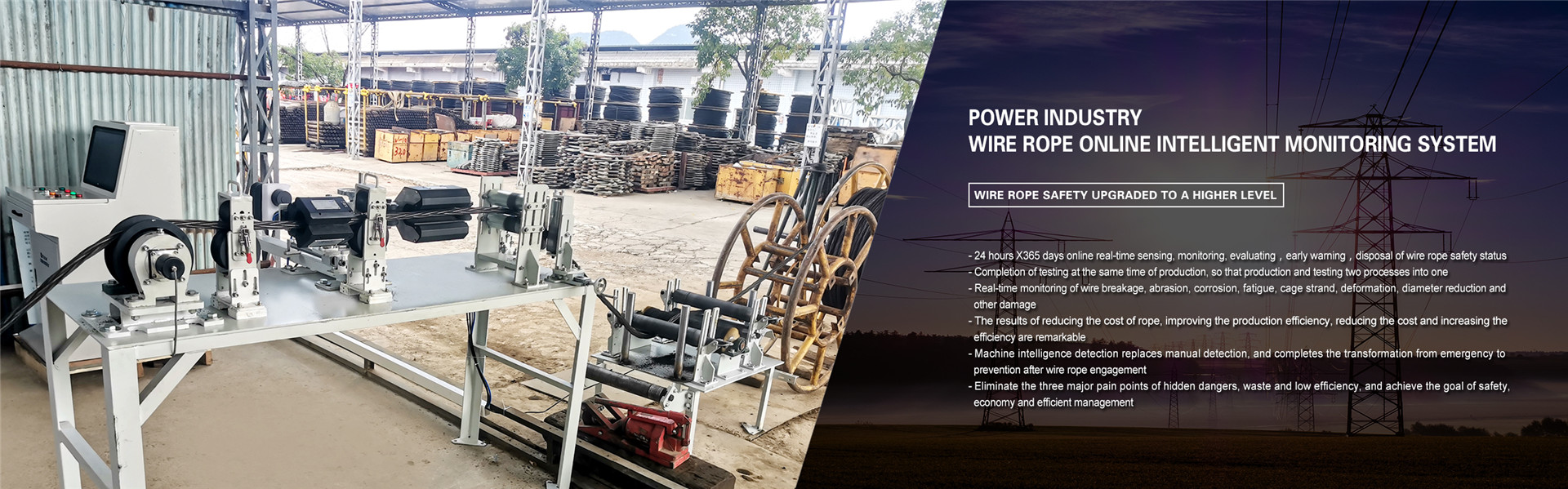
Продукция этой серии поставляется в США, Европу, Японию, Южную Корею, Сингапур и многие другие страны. Среди пользователей — предприятия горнодобывающей промышленности, порты, нефтяные и металлургические компании, а также предприятия, занимающиеся производством кранов, лифтов, канатных дорог, вантовых мостов и многих других областей.

Премия Всемирного конгресса Интернета вещей за научно-технический прогресс 2024
года и серебряная медаль 49-й Международной выставки изобретений в Женеве.
Государственная премия за изобретения
Премия НОАК за достижения в области науки и техники

Первая премия в области технологических инноваций в сфере управления оборудованием в Китае

Бронзовая награда Сингапурской ассоциации промышленников (PSA) за технологический прогресс
Свидетельство о достижениях в области науки и техники Министерства промышленности и информационных технологий
Ассоциация китайско-американских нефтяников
Награда в области науки и технологий угольной промышленности Китая

Китайская ассоциация по охране труда и технике безопасности

Компания TCK.W получила две награды OTC в США
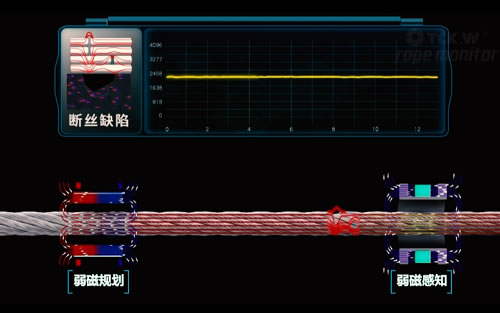
Технический принцип

Башенный кран — интеллектуальная система мониторинга тро

Подробное видео о серии продуктов TCK.W

Экспертная система интеллектуального распознавания конвейерной ленты

Портативный дефектоскоп для стальных тросов
Принцип действия технологии обнаружения слабых магнитных полей в стальных тросах)
Подробное видео о серии продуктов TCK.W

● Подъемное оборудование, конвейерные ленты со стальным кордом, гидравлическое оборудование и другие отраслевые решения-пожалуйста, нажмите на стрелку ниже ●
Технология TCK.W, основанная на интеграции «промышленного Интернета» с технологией искусственного интеллекта для обнаружения слабых магнитных полей на основе магнитной памяти и технологией интеллектуального мониторинга с использованием машинного зрения в сфере производственной безопасности, позволяет повысить эффективность обнаружения, мониторинга, раннего предупреждения, устранения неисправностей и оценки состояния стальных тросов на протяжении всего их жизненного цикла. Осуществление перехода в области безопасности стальных тросов от статического анализа к динамическому восприятию, от реагирования на чрезвычайные ситуации к их предотвращению, от ручного обнаружения к интеллектуальному мониторингу, а также повышение уровня базовой безопасности эксплуатации стальных тросов. Это создало значительную ценность для пользователей в плане энергосбережения и сокращения выбросов, снижения затрат и повышения эффективности, замены оборудования, а также достижения целей по сокращению выбросов углерода.
мониторинга подъемных тросов-применение на месте

Портовая отрасль-применение на месте

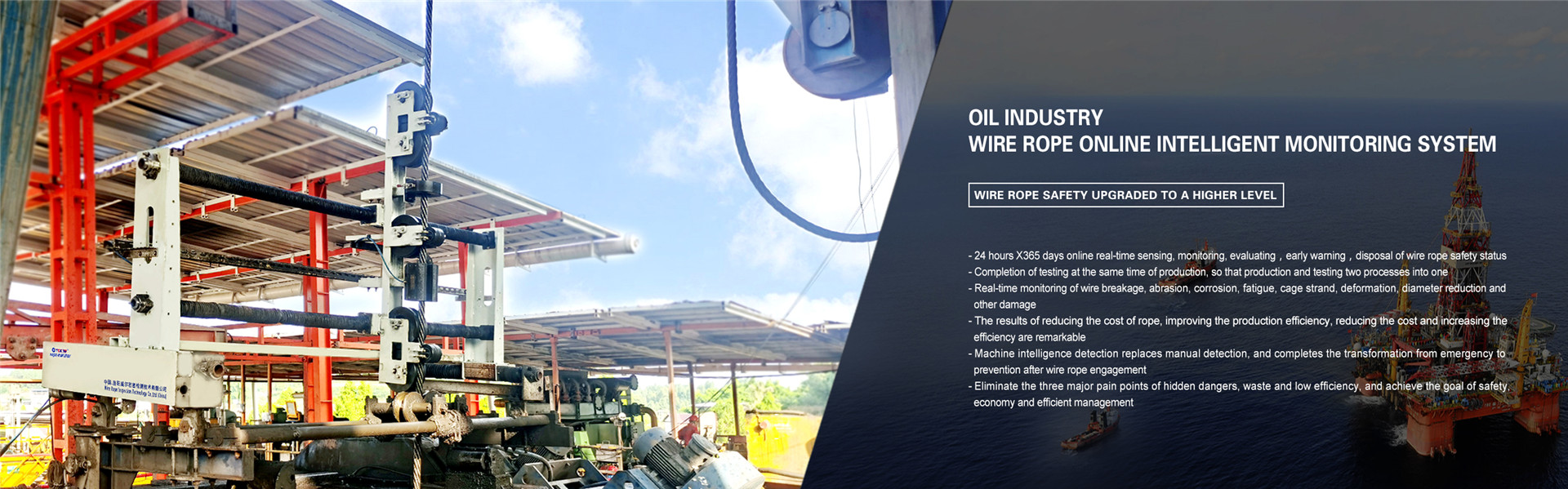
Нефтяная промышленность-применение на месте

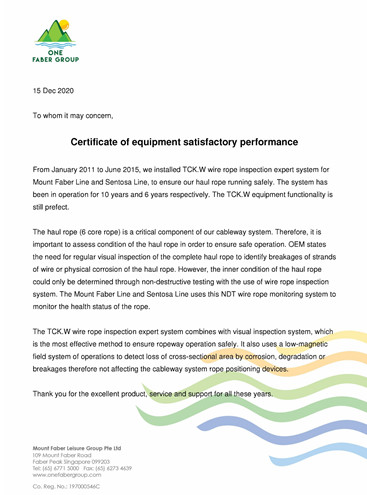
Канатная транспортная отрасль-применение на месте

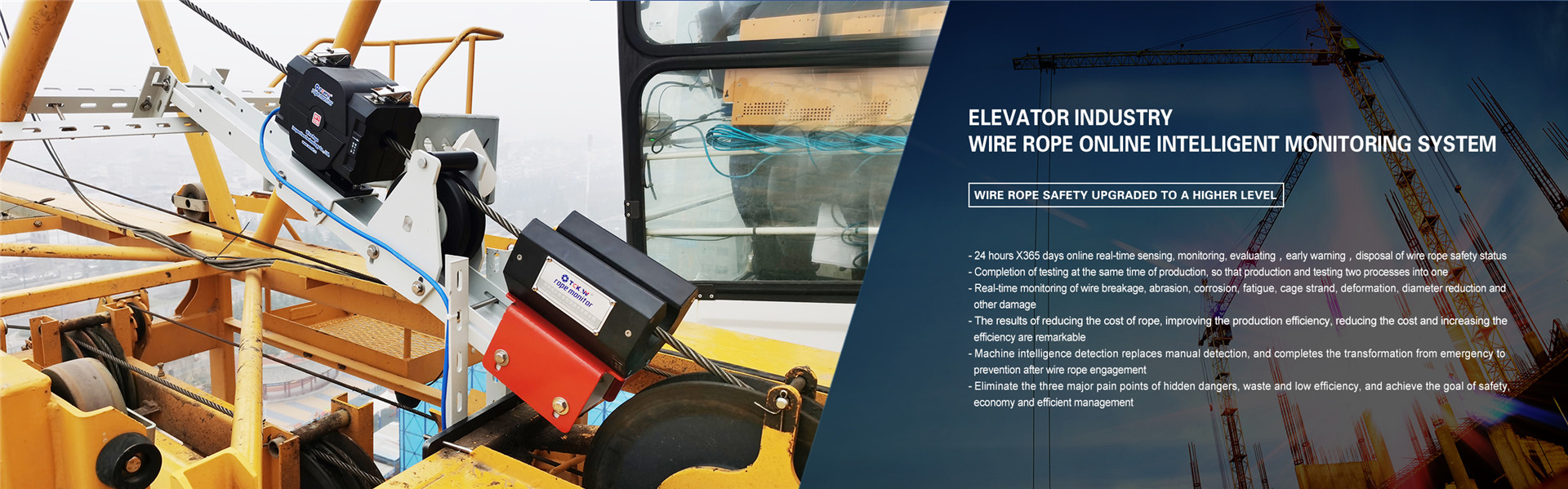
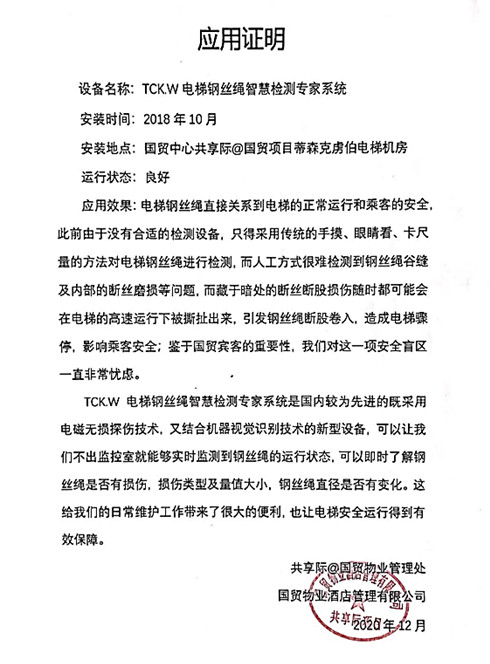
Лифтовая промышленность-применение на месте

Конвейерная лента со стальным кордом-применение на месте

● Кабельный транспорт, лифты, конвейерные ленты, примеры на месте-Пожалуйста, нажмите на стрелку ниже ●
Горнодобывающая промышленность — система автоматического онлайн-мониторинга подъемных тросов
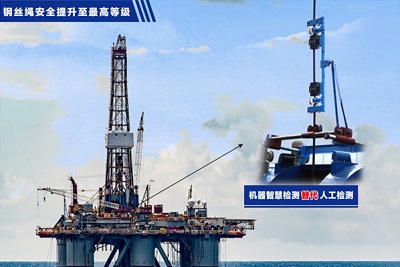
Нефтяная промышленность — система автоматического онлайн-мониторинга тросов буровых установок

Портовая отрасль — система автоматического онлайн-мониторинга тросов береговых кранов

Лифтовая промышленность — система автоматического онлайн-мониторинга тросов

Канатная отрасль — Система автоматического онлайн-мониторинга стальных тросов
Строительная отрасль — система автоматического онлайн-мониторинга тросов башенных кранов
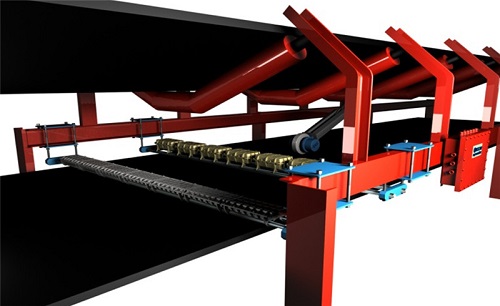
Экспертная система интеллектуального мониторинга конвейерной ленты
Горнодобывающая промышленность — система автоматического онлайн-мониторинга подъемных тросов
Нефтяная промышленность — система автоматического онлайн-мониторинга тросов буровых установок
Портовая отрасль — система автоматического онлайн-мониторинга тросов береговых кранов
Лифтовая промышленность — система автоматического онлайн-мониторинга тросов
Канатная отрасль — Система автоматического онлайн-мониторинга стальных тросов
Строительная отрасль — система автоматического онлайн-мониторинга тросов башенных кранов

TCK.W联合三峡集团“升船机钢丝绳无损检测系统”获全国智造大赛优秀奖
Главные новости
Корпоративные новости
Глобальные СМИ
Контактный телефон
400-859-1288
контактный email
wm@wmndt.com
Корпоративный дрожание

Видеоаккаунт
关注我们

企业小程序

服务热线
400-859-1288
在线留言